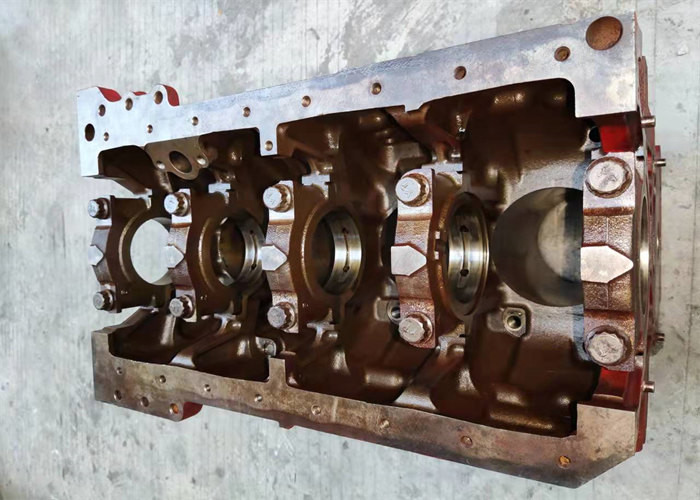
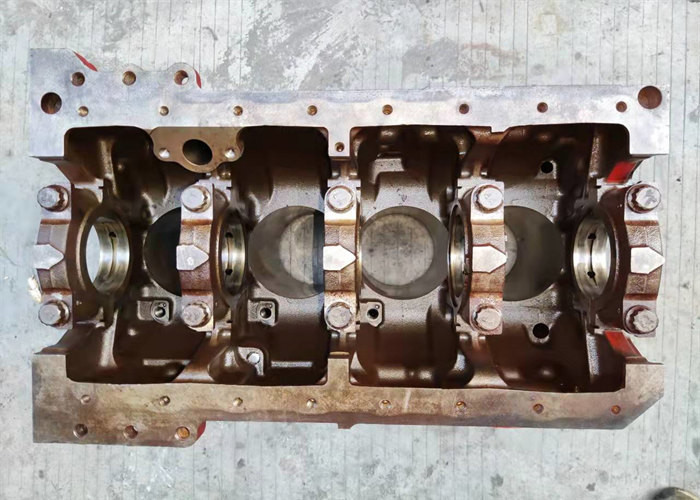
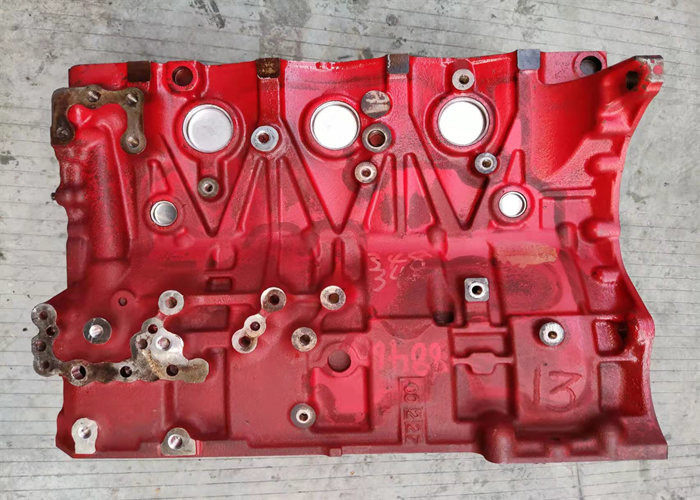
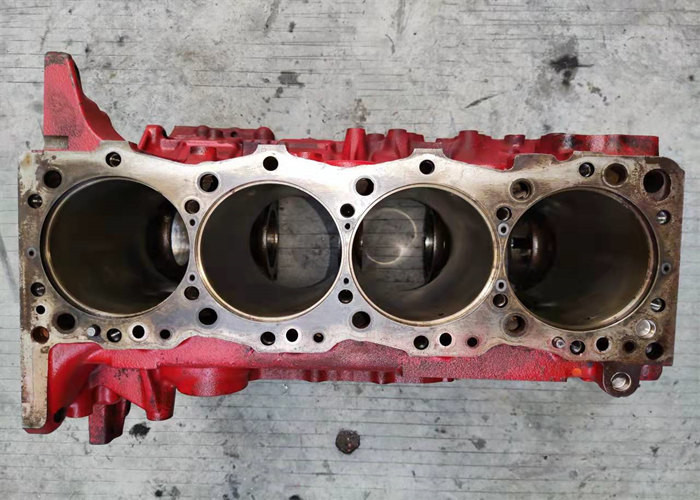
J05E Używane bloki silnika do koparki SK200 - 8 SK250 - 8 11401 - E0702
Specyfikacja
| Nazwa samochodu: Blok cylindrów silnika |
| Numer modelu: J05E |
| Skok cylindra: 130 |
| Średnica cylindra: 112 |
| aplikacji: Koparka |
| zawór: 16 zaworów |
| Chłodzenie: Chłodzenie wodą |
| Wtrysk: elektryczny |
| Forma pracy: Turbo |
| Liczba cylindrów: 4 |
Opis
Obowiązujące procesy odlewania
Do produkcji bloków silników stosuje się wiele technologii odlewniczych.Od strony ekonomicznej, dla silników produkowanych seryjnie, wysoce zautomatyzowane metody odlewania z wykorzystaniem form piaskowych („procesy pakietowe rdzenia”), gdzie czas cyklu nie jest ograniczony przez krzepnięcie
warunkach, konkurują z metodami odlewania ciśnieniowego, w których czas cyklu jest ograniczony.
Większość obecnie produkowanych aluminiowych bloków silnikowych, w szczególności trzy- do sześciocylindrowych silników rzędowych, jest wytwarzana w procesie HPDC w celu zapewnienia opłacalności.Proces ten charakteryzuje się wysoką wydajnością, jednak wielkość produkcji musi być duża
wystarczy, aby zapewnić zwrot dość wysokiej inwestycji w oprzyrządowanie
.
Zastosowanie formy stalowej ogranicza zakres stosowanych stopów odlewniczych.W zasadzie technologia HPDC pozwala na wytwarzanie wyłącznie konstrukcji bloku silnika z otwartym pokładem.Ale dzięki wyraźnie zmniejszonej głębokości płaszcza wodnego i współformowanym otworom cylindra, realizacja
Możliwy jest wariant z otwartym pokładem z wystarczająco sztywną powierzchnią cylindra, aby spełnić wymagania większości silników rzędowych.Również specjalnie skonstruowane rdzenie piaskowe, które wytrzymują wysokie ciśnienia i naprężenia termiczne metodą odlewania HPDC, można wprowadzić do zastosowań niszowych (u góry
silników o wysokich osiągach w konstrukcji z zamkniętym pokładem), ale ta opcja zwykle nie jest brana pod uwagę.
Odlewy wysokociśnieniowe są częściami zbliżonymi do kształtu siatki, oferującymi dość dokładne kontury i niezwykle wąskie tolerancje pod względem wymiarów, kształtu i położenia.Ze względu na bardzo turbulentne wypełnienie formy nie da się uniknąć pewnej ilości wad odlewniczych (w szczególności wtrąceń gazowych).Efekt ten można skompensować poprzez zastosowanie zaawansowanych technologii próżniowych.Możliwości ponownego podawania są ograniczone ze względu na wczesne krzepnięcie systemu bramkowego, jednak w niektórych przypadkach lokalne powstawanie wnęk skurczowych może być
przeciwdziałają miejscowym wyciskaczom.
W obszarach cienkościennych wysoki stopień krzepnięcia odlewów ciśnieniowych pod wysokim ciśnieniem prowadzi do znacznych poziomów wytrzymałości.Bloki silnika wytwarzane w konwencjonalnym procesie HPDC są zwykle używane w stanie odlewania.Obróbka cieplna (np. przesycanie i sztuczne utwardzanie starzeniowe)
lub na ogół unika się operacji spawania, ponieważ wymagałoby to zastosowania wyrafinowanych technologii wysokiej próżni.


 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!